How to Vet a Pet Product Factory: Audit Checklist for Importers & Distributors
On this page
Introduction
You approve the sample, wire the deposit, and then customs cracks open the shipment — nearly a third of the container does not match what you signed off on. That is not bad luck. That is a weak factory audit.
A pet product factory should be evaluated across three layers at once: a production system, a quality control system, and a documentation trail. If any one of those three breaks, your “reliable supplier” is just a polished risk. Samples prove nothing. Repeatability is the entire game.
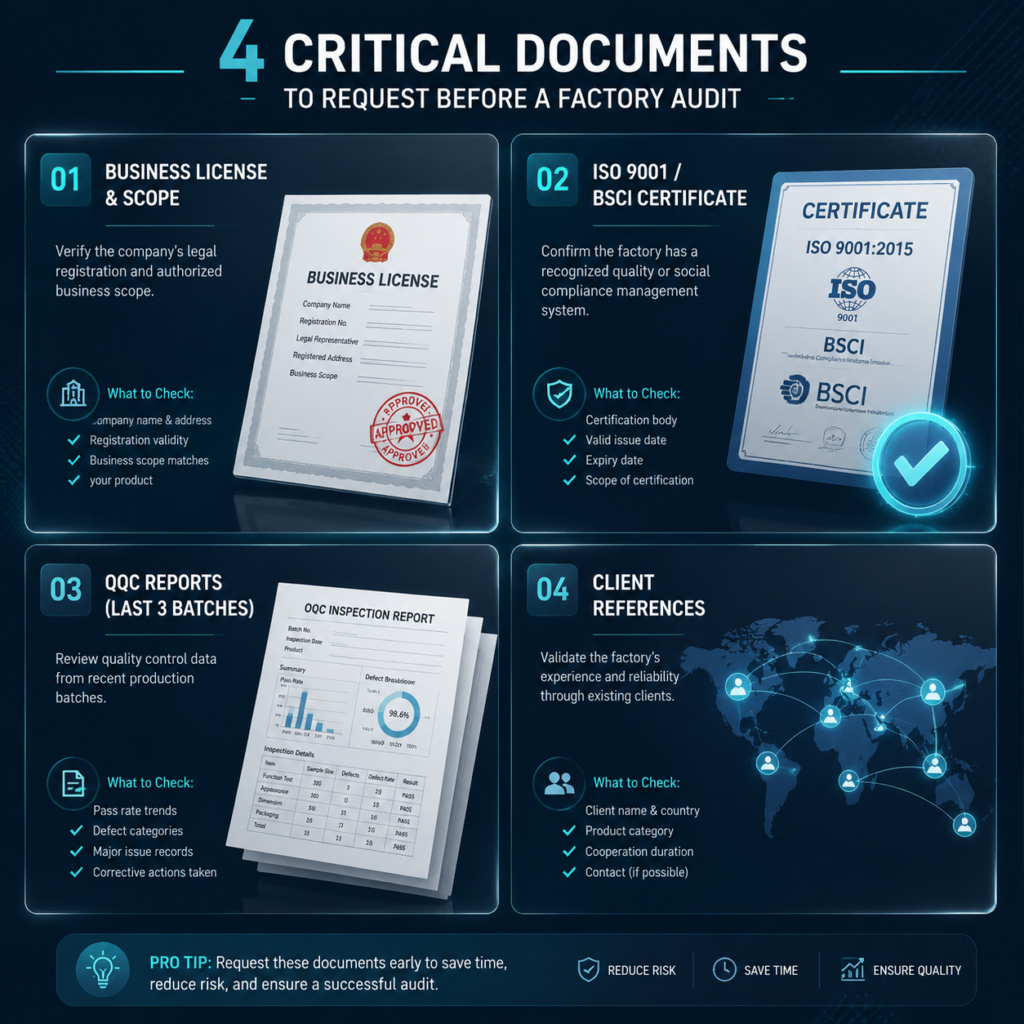
Before You Book the Flight: What to Request from the Factory First

Too many sourcing mistakes happen before anyone steps onto a plane. A clean website, a well-made sample, a responsive sales rep — all easy to produce. The paper trail is what separates a factory from a front.
Request these four items before discussing travel:
- Business license — including the manufacturing scope that specifies what the facility is permitted to produce. If the license says “trading company” and the factory tour says “our production line,” walk away.
- ISO 9001 or BSCI certificates — with registration numbers you can verify independently, not just a PDF with a logo. A certificate number that returns no result on the issuing body’s public database is worse than no certificate at all.
- Last three batches of OQC reports — with dates, lot numbers, defect classifications, disposition, and signoff. A factory that cannot produce OQC records on demand does not have a functioning quality system.
- Client references by product category and region — not names if those are confidential. Ask what they manufacture for North America, what they ship to Europe, and what volume band they operate in. Vague answers are a red flag.
If those four items cannot be produced within 48 hours, save the plane ticket. The factory that struggles with documentation before you arrive will not suddenly improve after you leave.
Also request the change log
New resin supplier? Different motor vendor? Modified packaging line? Ask for the dates and the impact assessment. A factory that cannot explain how it manages change control is a factory that will eventually surprise you in the worst possible way.
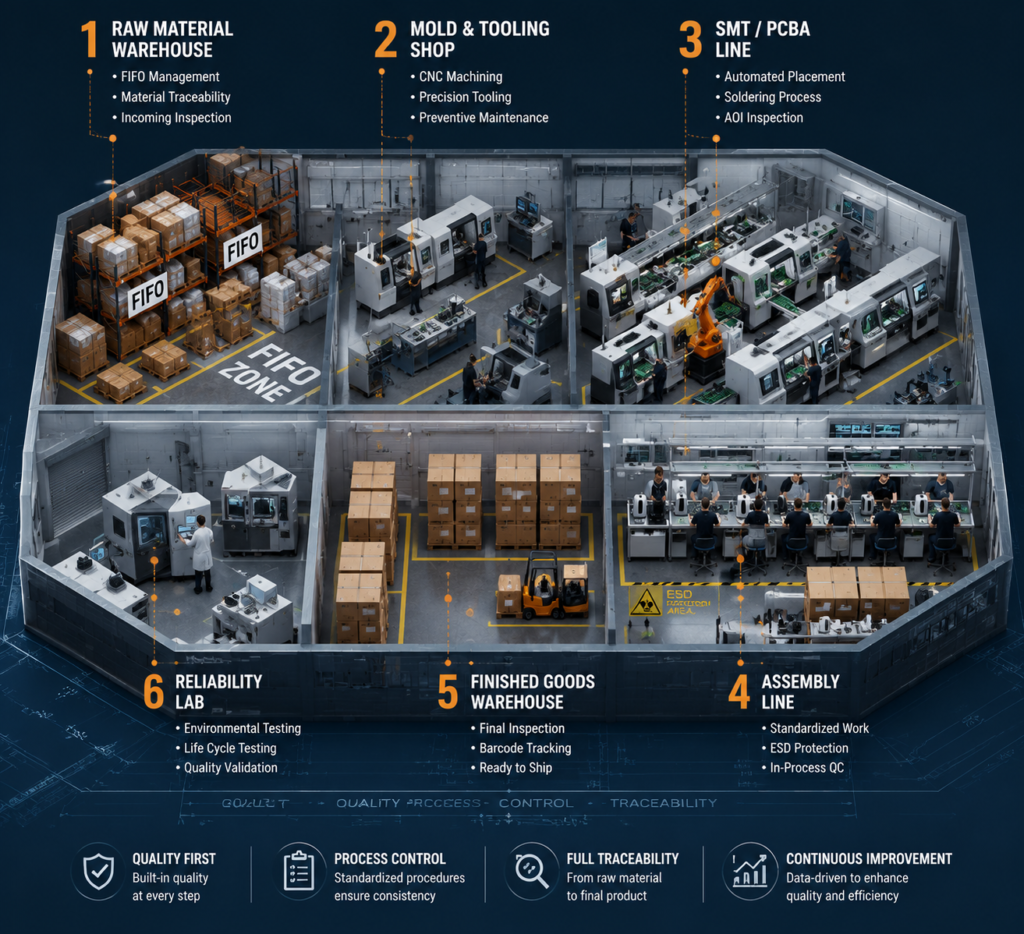
The 6 Zones Every Factory Audit Must Cover
A factory tour shows you motion. An audit shows you control. Walk these six zones, every time.
1. Raw material warehouse
Look at labels, shelf-life markings, FIFO indicators, segregation between approved and quarantine stock, and whether incoming lots trace back to supplier records. If bags of resin or molded components carry handwritten stickers with no batch discipline, the rest of the audit is already compromised.
2. Mold and tooling shop
Ask whether CNC and EDM work happens in-house or through subcontractors. In-house tooling generally means faster defect correction cycles. Outsourced tooling can work, but only if maintenance logs, ownership records, and revision control are clean. A tooling shop with no maintenance calendar is a future production delay waiting to happen.
3. SMT / PCBA line
For smart feeders, fountains, trackers, or any connected device: verify the line is operational and producing. AOI stations should be powered on, operators should be able to explain defect criteria, and component reel control should not look improvised. A PCBA line that is “offline for maintenance” during every audit is not a production asset — it is set dressing.
4. Assembly line
Check for same-day IPQC inspection sheets, ESD wrist straps actually being worn (not draped over the bench), torque settings documented for fasteners, and line clearance procedures between SKU changeovers. An IPQC sheet filled out last week is theater. Today’s date, today’s handwriting, today’s defects.
5. Finished goods warehouse
Inspect OQC labels on pallets, stacking integrity, carton condition, quarantine area handling, and temperature/humidity logs where the product requires environmental control. Packaging discipline matters more than most buyers admit — damaged packaging at destination is a cost, not an inconvenience.
6. Reliability lab
Aging racks, drop test rigs, salt spray chambers, and calibration tags should show use, not dust. Ask the lab technician to demonstrate a test in progress. If every piece of equipment looks unused, it probably is. This is also where the factory should be able to walk you through its full QC gate structure — IQC → IPQC → FQC → OQC — with actual data, not a flowchart on the wall. See how Mesete structures its four QC gates for a reference model.
Pet-Product-Specific Checks Most Generic Auditors Miss
This is where most factory audit checklists fall apart. The same inspection criteria cannot serve a coffee mug, a power bank, and a smart pet feeder equally. Pet products carry risks that generic auditors are not trained to spot.
Smart litter boxes
Ask about seal and gasket aging tests. Odor leakage and moisture ingress do not reveal themselves during a ten-minute walkthrough. If the unit relies on weight sensors, check load cell calibration frequency and drift records. A self-cleaning litter box with sloppy calibration generates returns, app-store rage, and one-star reviews faster than almost any other product category.
Automatic feeders
Verify motor stall protection and anti-jam logic. Request the hopper material report and confirm that food-contact components match their material declarations. If a factory cannot produce the resin specification or food-grade certification for the hopper, that is not an administrative gap — it is a supplier qualification failure.
Pet fountains
Pump cycle-life data matters more than product photos. Ask how many continuous hours the pump has been tested for, what failure mode appears first, and whether the factory has evaluated biofilm risk, filter fit tolerance, and leak-path analysis. Water-contact components degrade quietly. That is the danger.
Pet toys and chews
Here is a regulatory reality most sourcing guides gloss over: the EU does not have a dedicated standard governing heavy metal migration specifically for pet toys. That is a genuine regulatory gap. So what do serious manufacturers do? They voluntarily benchmark against EN 71-3, the European standard for children’s toy safety — not because anyone requires it, but precisely because there is no pet-specific equivalent and EN 71-3 is the strictest adjacent standard available. A manufacturer that runs EN 71-3 migration tests on pet chew toys is effectively saying: “We hold ourselves to a threshold no regulator forced us to meet.” That is a stronger trust signal than any framed certificate. Just do not claim EN 71-3 is a legal requirement for pet products — it is not, and a buyer who understands the regulatory landscape will catch that instantly. If electronics are involved, RoHS compliance documentation belongs in the file regardless.
Pet food
This deserves its own lane entirely. AQL inspection on packaging defects is useful, but food safety lives upstream: HACCP plans, sanitation protocols, allergen control, environmental monitoring, supplier approval, and lot-release testing. If the plant references SQF, ask them to describe the actual structure — hazard analysis, internal audit cadence, corrective action workflow — not just repeat the acronym. U.S. importers operate under FSMA’s Foreign Supplier Verification Program, and “my supplier told me it’s fine” is not a defensible position.
Remote Audit: 6 Shots That Reveal More Than a Factory Tour
Remote audits are not inherently inferior to on-site visits. Weak remote audits are. If travel is not yet practical, request these six live video shots — not pre-recorded clips, not curated photo sets:
- A wide shot of the full production line, all workstations visible — not one flattering corner.
- A close-up of today’s dated IPQC inspection sheet — hold it to the camera long enough to read.
- A close-up of the defect quarantine area, with actual flagged units physically present — not an empty shelf labeled “NG zone.”
- The mold storage rack, including checkout tags and maintenance log entries.
- The incoming inspection bench, with labeled instruments and current calibration stickers.
- Employee badges or clock-in records that establish this is their line, not borrowed capacity for the afternoon.
Don’t get burned
Factories borrow lines. They tidy one corner, move rejected units out of frame before the call starts — and none of this sounds cynical once you have been burned. Which is usually all it takes.
AQL and How to Read an Inspection Report
Most importers read the pass/fail verdict and ignore the math behind it. That is the mistake.
For hard goods and assembled pet products, the industry default under ANSI/ASQ Z1.4 is Level II inspection with the following accept/reject thresholds:
| Defect Class | AQL | Meaning |
|---|---|---|
| Critical | 0 | Zero tolerance. Safety hazard, regulatory violation, or severe functional failure. No acceptable number. |
| Major | 2.5 | Product fails in a way that meaningfully impairs function or customer use. |
| Minor | 4.0 | Cosmetic or annoyance-level defect. Not dangerous, but visible. |
That is the baseline the industry recognizes.
Some of us go further. For electronics-critical components inside smart pet devices — PCBA assemblies, sensor modules, motor controllers — Mesete enforces a tighter internal Major AQL of 1.0. That is not the industry default, and we do not present it as one. It is an engineering decision: when a circuit board controls a feeder motor or a litter box sensor, a Major defect carries consequences a cosmetic flaw on a molded shell never will.
Three rules for reading inspection reports
Don’t memorize Ac/Re tables. Sample size and accept/reject numbers depend on lot size and inspection level — always cross-reference the current ANSI/ASQ Z1.4 table directly. Do not trust a number quoted from memory.
Verify the defect classification. A “pass” with a critical defect misclassified as minor is still a bad shipment. Read what the inspector assigned to each finding, not just the final verdict.
AQL is not food safety. AQL can catch a cracked housing or a missing screw. It cannot detect pathogens, chemical contamination, undeclared allergens, or sanitation failures. For animal food, CGMP compliance, lot traceability, and a validated food safety plan are non-negotiable.
Audit Scorecard

When comparing suppliers, score capability, quality control maturity, and transparency independently. A factory with average equipment and excellent records beats a flashy plant running borrowed systems every time.
Use this scorecard on a 1-to-5 scale across all 15 checkpoints. Maximum score: 75. ≥60 = proceed with conditions. <45 = disqualify.
| Item | Checkpoint | Score (1–5) |
|---|---|---|
| 1 | Business license and manufacturing scope match quoted product category | |
| 2 | ISO 9001 / BSCI certificates valid and independently verifiable | |
| 3 | Last 3 OQC reports complete, dated, and lot-traceable | |
| 4 | Raw material warehouse: labeling, FIFO, segregation, shelf-life control | |
| 5 | Tooling ownership, maintenance, and revision records current | |
| 6 | SMT/PCBA line operational, with AOI and material control in use | |
| 7 | Assembly line: IPQC, ESD discipline, torque control, line clearance | |
| 8 | Finished goods warehouse: OQC labels, quarantine zone, sound stacking | |
| 9 | Reliability lab equipment calibrated and actively used | |
| 10 | Traceability links raw materials → batch codes → finished shipments | |
| 11 | CAPA system shows real defects, root cause analysis, and closure evidence | |
| 12 | Pet-product-specific tests exist for the quoted SKU category | |
| 13 | Export compliance documentation covers labeling, declarations, destination rules | |
| 14 | Remote audit evidence matches on-site records and staff presence | |
| 15 | Management answers consistent, timely, and supported by documents | |
| TOTAL | /75 | |
Free Download
Printable Audit Scorecard (PDF)
Same 15-point scorecard formatted for clipboard use. Print one per supplier visit and keep your comparisons consistent.
Frequently Asked Questions
Do I need to visit the factory in person, or is a third-party audit enough?
For low-risk repeat orders with an established supplier, a thorough third-party audit can suffice. For new suppliers, custom tooling projects, pet food production, or smart products with embedded electronics, an on-site visit still delivers the clearest signal. People behave differently when you walk the floor and ask unscripted questions.What certifications should a pet product factory hold at minimum?
For hard goods: ISO 9001 is the baseline quality management certification. BSCI or SMETA provide social compliance coverage but are not quality certificates. For pet food manufacturers: ISO 9001 alone is insufficient — look for HACCP-based controls, CGMP compliance, and ideally SQF or another GFSI-recognized scheme. U.S. importers should align with FDA pet food requirements and FSVP obligations.How do I verify an audit report is genuine?
Check certificate registration numbers against issuing-body databases. Request native photos with embedded metadata rather than exported PDFs. Compare the report against findings from a live video walkthrough. Authentic reports look messy in useful ways — timestamps, defect photos, calibration records, and notes that are uncomfortable to read. Polished, thin, entirely-positive reports are the ones to distrust.Why must Critical AQL be zero, and what distinguishes it from Major and Minor?
A Critical defect can harm an animal, create regulatory liability, or render the product illegal to sell. That is why the tolerance is zero — there is no acceptable quantity. Major defects impair core function or user experience in a significant way. Minor defects are cosmetic or finish-level issues that do not affect safety or primary function. If a feeder overheats, a toy fractures into sharp fragments, or product labeling violates destination-market law, those are Critical — full stop.Can I audit a factory remotely before committing to an order?
Yes, and you should. Remote audits excel at filtering out weak candidates before you invest in travel, tooling, or deposits. They are not a full replacement for deeper verification when the SKU is safety-sensitive, high-volume, or food-related, but they are an efficient screening tool that most importers underuse.
Ready to move from supplier screening to production?
Start before the purchase order, not after the first complaint. That is where low-risk sourcing decisions begin.
Walk through the OEM/ODM process Request a factory audit or visit
Free download
Smart Pet Feeder — Supplier Evaluation Checklist
A 1-page checklist to vet smart feeder suppliers: FCC/CE, app stability, MOQ, tooling ownership and lead time.
No spam. Unsubscribe anytime.
Ready to source smart pet products?
Tell us your target market and volume — we'll match the right factory, handle compliance, and quote within 24 hours.